

































- Углеткани Карбон,Ленты,Вуали
- Арамидные ткани
- Стеклоткани
- Препреги
- Сэндвичи и наполнители
- Эпоксидные смолы
- Вакуумные и разделительные плёнки, жертвенные ткани, сетки, дренаж, жгуты и трубки...
- Модельные плиты/пластик
- Разделительные составы
- Клеи
- Вакуумное оборудование, шланги, порты, зажимы
- В пути
- Уценка %

Препрег для производства композитных оснасток (600гр) CM-Preg F-T11 600/1250 CP201 35
-
Под заказ
 CM-Preg F-T11 600/1250 CP201 35")
СР201 - эпоксидное низко отверждаемое препреговое связующее, используемое для производства композитных оснасток, с гибким режимом отверждения и максимальной температурой стеклования Tg 205С. Препреги на основе системы СР201 обладают:
- оптимальная драпируемость,
- доступная стоимость,
- безопасность для работы операторов,
- отличная финишная поверхность,
- режимы предотверждения при температуре от 50С,
- гибкие режимы отверждения,
- низкий ТКЛР,
- максимальная температура эксплуатации 205С
Стандартные оснастки обычно выполняются из 10-ти слоев препрегов:
Препрег 600гр используется в качестве внутренних слоев в количестве 8 шт.
Препрег 200гр используется в качестве внешнего\лицевого слоя в количестве 2 шт.
Более подробную информацию по использованию препрегов на основе связующего СР201 просим уточнять у наших специалистов.
Категория: Эпоксидные быстрые и индустриальные, фенольные, SMC. На углеткани и стеклоткани. , Препрег для производства композитных оснасток
- Описание
- Отзывы о товаре (0)
- Доставка
-
Характеристики
Страна-изготовительГерманияТолщина, мм0.5Cмола, %35%Экономичные препреги для композиционных оснасток
В результате роста эксплуатационных требований к конечным изделиям на основе ПКМ производители сталкиваются с рядом технологических проблем из-за повышенных температур формования препрегов. В случае производства крупногабаритных изделий оснастки из композиционных материалов в отличии от металлических имеют существенное преимущество по стоимости изготовления, расходам на их эксплуатацию и затратам на технологический цикл производства. Оснастки на основе УВ превосходят остальные композиционные оснастки по размеростабильности, что особенно важно при изготовлении ответственных изделий. Уменьшение разницы значений ТКЛР материалов оснастки и детали позволяет снизить эффект коробления итогового композитного изделия.
В связи с развитием нового «препрегового» направления компания ООО «Композит-Изделия» предлагает ознакомиться с широким ассортиментом продукции на сайте prepreg.ru. В линейке эпоксидных полимерных матриц представлены связующие с рабочими температурами от 90 до 200 0С для различного применения, начиная от декора и заканчивая высоконагруженными деталями.
Особый интерес на рынке вызвали препреги на основе эпоксидного связующего СР201 для производства высокотемпературных композиционных оснасток. Основные характеристики приведены в таблице 1. Данный материал был разработан для решения проблемы размеростабильности композитных изделий, формуемых при высоких температурах, так же материал обладает отличной драпируемостью и оптимальными режимами отверждения. Препреги на основе связующего СР 201 производятся на различных видах армирующего наполнителя, но в основном используются равнопрочные ткани на основе УВ с плотность 200 г/м2 для внешний слоев и 600 г/м2 для набора толщины. Способ выкладки, требования по формованию и советы по работе представлены в сопроводительной документации на материал, а так же возможно дополнительное обучение от технических специалистов компании и разработчиков.
Отличительной особенность препрегов на основе связующего СР 201 является низкая температура стадии предварительного отверждения, что позволяет использовать более дешевый материал для изготовления исходной мастер-модели. К примеру, возможность проведения первой стадии отверждения при температуре 500С допускает использование недорогого материала МДФ для изготовления мастер-модели, так же это дополнительно сокращает затраты на электроэнергию при ведении технологического цикла.
Основные режимы представлены на рис. 1. Стадии доотверждения могут быть модифицированы в зависимости от требований по эксплуатации композиционной оснастки. Основные режимы представлены на рис. 2. Главным требованием при подборе режимов отверждения является то, что финальная стадия отверждения должна проводиться при температуре не менее чем на 200С выше максимальной температуры эксплуатации композиционной оснастки. Выдержка при этой температуре должна быть примерно 6 часов. Оптимальная вязкость связующего обеспечивает идеальную поверхность и пропитку композиционной оснастки, поэтому для дальнейшей эксплуатации необходимо лишь обезжирить поверхность и нанести раздельный агент.
Таблица 1 – Характеристики препрегов на основе связующего СР201
Тип УВ
Поверхностная плотность армирующего наполнителя
Тип плетения
Толщина монослоя
Массовое содержание связующего
Ширина препрега
Размер рулона
Высокопрочное УВ
600 г/м2
Саржа 2/2
0,50 мм
35 %
1250 мм
25 м
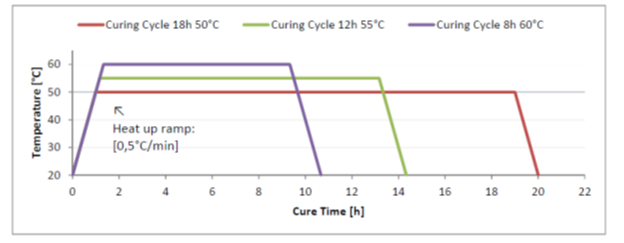
Рисунок 1 – График стадии предотверждения препрега на основе связующего СР201


Рисунок 2 - График доотверждения препрега на основе связующего СР201
Документы
TDS_CP201_E Размер: 186 кбТех рекомендации по сборке пакета_препреги до 150 0С Размер: 334,7 кбТех рекомендации по сборке пакета_препреги до 200 0С (002) Размер: 331,5 кбPräsentation Tooling 29.10.2020 Размер: 1,7 мб